| LOST FOAM CASTING | ||
| Motor Mount Casting for the DC Series wound electric motor | ||
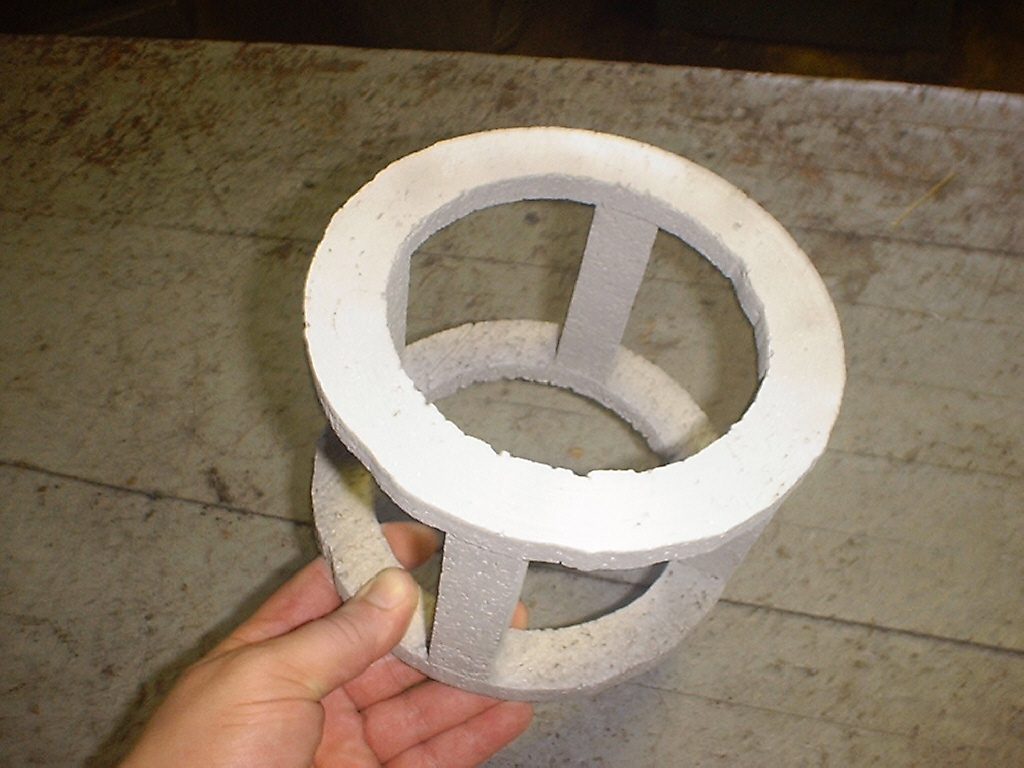
| The
multiple parts are then assembled and glued together.
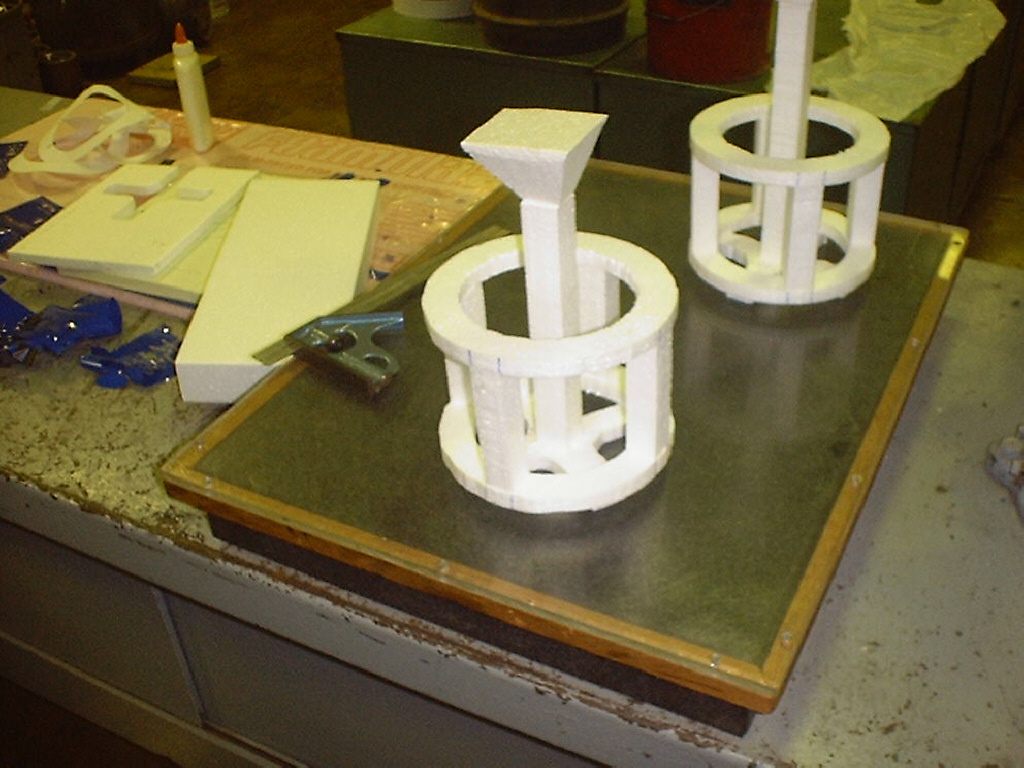
A sprue is then attached to the part at the bottom.
This sprue will be the pathway through the sand for the molten metal to fill the casting.
The casting is then dipped into slurry. The slurry is designed to help against the sand caving in during the casting process. The slurry also provides a better surface finish. The slurry is an optional step.
The dry slurry dipped part is then placed in a 5 gallon steel bucket. It is best to allow 3 inches of loose sand between the bottom of the bucket and the foam part. Sand is then poured around the part. The only part that is still visible is the top of the sprue. The molten metal is the poured onto the sprue. The foam quickly melts away and the molten metal fills the space.
The part is allowed to cool for 15 minutes and then is ready for the minimal machining. |
||




|
|||||||||
|
|
||
|
|
||
|
Email: [email protected] |
||